





![[pics:title]](/uploads/150731/1-150I1103120Z6.jpg)

钢轨的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
制造及用途
钢轨采用平炉、氧气转炉冶炼的碳素镇静钢轧制而成。其用途是承受机车车辆的运行压力及冲击载荷。
| 中文名 | 钢轨 | 承受 | 车轮的巨大压力 |
| 组成 | 铁路轨道 | 提供 | 连续、平顺和阻力最小的滚动表面 |
| 功用 | 引导机车车辆的车轮前进 | 种类 | 75kg/m、60kg/m、50kg/m,43kg/m和38kg/m等几种 |
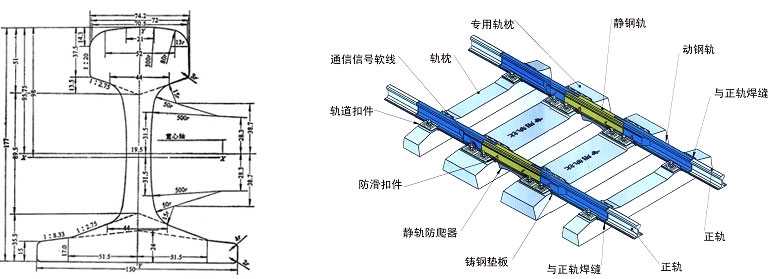
结构组成
钢轨的断面形状采用具有最佳抗弯性能的工字形断面,由轨头、轨腰以及轨底三部分组成。
为使钢轨更好地承受来自各方面的力,保证必要强度条件,钢轨应有足够的高度,其头部和底部应有足够的面积和高度、腰部和底部不宜太薄。
尺寸规格
钢轨的长度和其他几何尺寸及公差等,由“8”中有关轻重轨相应标准规定
外观质量
轧制后的钢轨应笔直,不得有显著弯曲与扭转。
对于轻重轨的局部弯曲和扭转及其矫正变形量,轨端面的倾斜等,不得超出标准规定。
钢轨表面应洁净光滑,不得有裂纹、结疤、划痕等缺陷;其端面不得有缩孔痕迹和夹层等。
对于轻重轨整体表面所允许存在的缺陷及其几何量的程度,均不得超过标准的规定。
钢轨标准:
为了适应道岔、特大桥和无缝线路等结构的需要,我国铁路还采用了特种断面(与中轴线不对称工字型)钢轨。
国际上各个国家都有自己的生产钢轨的标准,分类方式也不尽相同。
英标:BS系列(有90A、80A,75A、75R、60A等等)
德标:DIN系列吊车轨。
国际铁路联盟:UIC系列。
美标:ASCE系列。
日标:JIS系列。
国标:
轻轨也分为国标(GB)和部标(YB冶金部标准)两种,上面说的是GB的几种型号,YB的型号有:8、18、24kg/m等。
主要有9、12、15、22、30kg/m 等不同轨型,其断面尺寸和轨型类别等如6-7-11所示。
技术条件详见“8”中标准(3)。品种在“8”的标准(5)中规定。
钢轨类型
钢轨的类型是以每米长的钢轨质量千克数表示的 我国铁路上使用的钢轨有 75kg/m、60kg/m、50kg/m,43kg/m和38kg/m等几种
以上各种类型钢轨中,38kg/m钢轨现已停止生产,站线及专用线一般铺设43kg/m钢轨,60kg/m、50kg/m钢轨在主要干线上铺设,对于重载铁路和特别繁忙区段铁路则铺设75kg/m钢轨。
现采用较多的为矮特种断面钢轨,简称AT轨。
(1)轻型钢轨:是每米公称重量小于或等于30kg的钢轨。轻轨的质量要求比重轨低,只要求检验其化学成分、抗拉强度、硬度和落锤试验等。
主要用途:轻轨主要用于林区、矿区、工厂及施工现场等处铺设临时运输线路和轻型机车用线路。
(2)重型钢轨:每米公称重量大于30kg的钢轨。火车钢轨和起重机轨都属重轨。
火车钢轨:用于铺设铁路,要承受火车营运时的压力、冲击载荷和摩擦,要求有足够的强度和一定的韧性。质量要求严格,除保证其化学成分外,还要求检验力学性能、落锤试验和酸浸低倍组织等。生产厂有武钢、鞍钢、包钢和攀钢等。
(3)起重机轨:即吊车轨,其高度较低,头宽及腰厚尺寸较大,只要求检验化学成分和抗拉强度。用于铺设起重机大于及小车轨道。生产厂有鞍钢和攀钢。

铁路钢轨型号:
(1)轻型钢轨型号,材质:Q235,55Q;规格:30kg/m,24kg/m,22kg/m,18kg/m,15kg/m,12kg/m,8kg/m。
(2)重型钢轨型号,材质:45MN,71MN;规格:50kg/m,43kg/m,38kg/m,33kg/m
(3)起重钢轨型号,材质: U71MN;规格:QU70 kg /m,QU80 kg /m,QU100 kg /m,QU120 kg /m。
以上钢轨型号为常用钢轨型号。
国产重轨规格
| 钢轨类型 | 断面尺寸mm | 横截面面积cm | 理论重量 kg | ||||||||
| 每m重量 |
12.5m 长的重量 |
25.0m 长的重量 |
每根钢轨螺栓 孔部分重量 |
||||||||
|
未扣除螺 栓孔 |
长的重量 每端扣除三个 螺栓孔 |
未扣除螺栓孔 |
每端扣除三个 螺栓孔 |
||||||||
| A | B | C | D | ||||||||
| 50 | 152 | 132 | 70 | 15.5 | 65.8 | 51.514 | 643.429 | 643.429 | 1287.850 | 1287.354 | 0.496 |
| 43 | 140 | 114 | 70 | 14.5 | 57.0 | 44.653 | 558.163 | 557.690 | 116.325 | 115.853 | 0.472 |
| 38 | 134 | 114 | 68 | 13.0 | 49.5 | 38.733 | 484.162 | 483.739 | 968.325 | 967.902 | 0.423 |
| 33 | 120 | 110 | 60 | 12.5 | 42.5 | 33.286 | 416.075 | 415.804 | - | - | 0.271 |
国产轻轨规格
| 轻轨类型kg/m | 断面尺寸mm | 通常长度 m | 截面面积 cm | 理论重量 kg/m | |||
| A | B | C | D | ||||
| 9 | 63.50 | 63.50 | 32.10 | 5.90 | 5-7 | 11.29 | 8.94 |
| 12 | 69.85 | 69.85 | 38.10 | 7.54 | 6-10 | 15.54 | 12.20 |
| 15 | 79.37 | 79.37 | 42.86 | 8.33 | 6-10 | 19.33 | 15.20 |
| 22 | 93.66 | 93.66 | 50.80 | 10.72 | 7-10 | 28.39 | 22.30 |
| 30 | 107.95 | 107.95 | 60.33 | 12.30 | 7-10 | 38.32 | 30.10 |
钢轨长度
特重型、重型轨采用25.0m的标准长度钢轨,其他类型轨道可采用12.5m25.0m标准长度钢轨。
《250km/h 客运专线60kg/m钢轨暂行技术条件》规定,250km/h 客运专线(兼顾货运)钢轨标准规定尺长度为100m。
曲线缩短轨长度有比12.5m标准轨短 40、80、120mm 的三种,有比25.0m标准轨短40、80、160mm的三种。
钢轨伤损磨耗
钢轨伤损
钢轨伤损是指钢轨在使用过程中,发生折断、裂纹及其它影响和限制钢轨使用性能的伤损。
为便于统计和分析钢轨伤损,需对钢轨伤损进行分类。根据伤损在钢轨断面上的位置、伤损外貌及伤损原因等分为九类32种伤损,用两位数编号分类,十位数表示伤损的部位和状态,个位数表示造成伤损的原因。钢轨伤损分类具体内容可见“铁道工务技术手册(轨道)”。
钢轨磨耗
钢轨磨耗主要是指小半径曲线上钢轨的侧面磨耗和波浪磨耗。至于垂直磨耗一般情况下是正常的,随着轴重和通过总重的增加而增大。轨道几何形位设置不当,会使垂直磨耗速率加快,这是要防止的,可通过调整轨道几何尺寸解决。
侧面磨耗发生在小半径曲线的外股钢轨上,是现在曲线上伤损的主要类型之一。列车在曲线上运行时,轮轨的磨擦与滑动是造成外轨侧磨的根本原因。列车通过小半径曲线时,通常会出现轮轨两点接触的情况,这时发生的侧磨最大。侧磨的大小可用导身力与冲击角的乘积,即磨耗因子来表示。改善列车通过曲线的条件,如采用磨耗型车轮踏面,采用径向转向架等会降低侧磨的速率。
从工务角度来讲,应改善钢轨材质,采用耐磨轨,例如高硬稀土轨其耐磨性是普通轨的2倍左右,淬火轨为1倍以上。
加强养护维修,设置合适的轨距、外轨超高及轨底坡,增加线路的弹性,在钢轨侧面涂油等,都可以减小侧面磨耗的效果。
波浪形磨耗
波浪形磨耗是指钢轨顶面上出现的波浪状不均匀磨耗,实质上是波浪形压溃。波磨会引起很高的轮轨动力作用,加速机车车辆及轨道部件的损坏,增加养护维修费用;此外列车的剧烈振动,会使旅客不适,严重时还会威胁到行车安全;波磨也是噪音的来源。我国一些货运干线上,出现了严重的波磨。其发展速度比侧磨还快,成为换轨的主要原因。
波磨可以其波长分为短波(或称波纹)和长波(或称波浪)两种。波纹为波长约50~100mm,波幅0.1~0.4mm的周期性不平顺;长波为波长100mm以上,3000mm以下,波幅2mm以内的周期性不平顺。
波磨主要出现在重载运输线上,尤其是运煤运矿线上特别严重,在高速高客运线上也有不同程度的发生,城市地铁上也较普遍。列车速度较高的铁路上,主要发生波纹磨耗,且主要出现在直线和制动地段。在车速较低的重载运输线上主要发波浪磨耗,且一般出现在曲线地段。影响钢轨波磨发生发展的因素很多,涉及到钢轨材质、线路及机车辆条件等多个方面。世界各国都在致力于钢轨波形磨耗成因理论研究。关于波磨成因的理论有数十种,大致可分为两类:动力类成因理论和非动力类成因理论。总的来说,动力作用是钢轨波磨形成的外因,钢轨材质性能是波磨的内因。事实上单靠某一方面的分析来概括钢轨波磨的所有成因是相当困难的,而必须把车辆和轨道作为一个系统,研究多种振动形成,从整体上进行多方面、多学科的研究,才能把握波磨成因的全貌。
打磨钢轨是现在最有效的消除波磨的措施。除此还有以下一些措施可以减缓波磨的发展:用连续焊接法消除钢轨接头,提高轨道的平顺性;改进钢轨材质采用高强耐磨钢轨,提高热处理工艺质量,消除钢轨残余应力;提高轨道质量,改善轨道弹性,并使纵横向弹性连续均匀;保持曲线方向圆顺,超高设置合理,外轨工作边涂油;轮轨系统应有足够的阻力等。
钢轨磨耗的允许限度
钢轨头部允许磨耗限度主要由强度和构造条件确定。即当钢轨磨耗达到允许限度里,一是还能保证钢轨有足够的强度和抗弯刚度;二是应保证在最不利情况下车轮缘不碰撞接头夹板。《铁路线路维修规则》中按钢轨头产磨耗程度的不同,分为轻伤和重伤两类。波磨轨耗谷深超过0.5mm为轻伤轨。
接触疲劳伤损
接触疲劳伤损的形成大致可分三个阶段:第一阶段是钢轨踏面外形的变化,如钢轨踏面出现不平顺,焊缝处出现鞍形磨损,这些不平顺将增大车轮对钢轨的冲击作用;第二阶段是轨头表面金属的破坏,由于轨头踏面金属的冷作硬化,使轨头工作面的硬度不断增长,通过总质量150~200Mt时,硬度可达HB360;此后,硬化层不再发生变化,对碳素钢轨来说,通过总质量200~250Mt时,在轨头表层形成微裂纹。对于弹性非均等的线路当车轮及钢轨有明显不平顺时,轨顶面所受之拉压力几乎相等,若存在微型纹,同时挠曲应力与残余应力同号,会极大的降低钢轨强度。第三阶段为轨头接触疲劳的形成,由于金属接触疲劳强度不足和重载车轮的多次作用,当最大剪应力作用点超过剪切屈服极限时,会使该点成为塑性区域,车轮每次通过必将产生金属纤维组织的滑移,通过一段时间的运营,这种滑移产生积累和聚集,最终导致疲劳裂纹的形成。随着轴载的提高、大运量的运输条件、钢轨材质及轨型的不适应,将加速接触疲劳裂纹的萌生和发展。
轨头工作边上圆角附近的剥离主要是由以下三个原因引起的:由夹杂物或接触剪应力引起纵向疲劳裂纹而导致剥离;导向轮在曲线外轨引起剪应力交变循环促使外轨轨头疲劳,导致剥离;车轮及轨道维修不良加速剥离的发展。通常剥离会造成缺口区的应力集中并影响行车的平顺性,增大动力冲击作用,又促使缺口区域裂纹的产生和发展。缺口区的存在,还会阻碍金属塑性变形的发展,使钢轨塑性指标降低。
轨头核伤是最危险的一种伤损形式,会在列车作用下突然断裂,严重影响行车安全。轨头核伤产生的主要原因是轨头内部存在微小裂纹或缺陷(如非金属夹杂物及白点等),在重复动荷 载作用下,在钢轨走行面以下的轨头内部出现极为复杂的应力组合,使其不裂纹先是成核,然后向轨头四周发展,直到核伤周围的钢料不足以提供足够的抵抗,钢轨在毫元预兆的情况下猝然折断。所以钢轨内部材质的缺陷是形成核伤的内因,而外部荷载的作用是外因,促使核伤的发展。核伤的发展与运量、轴重及行车速度、线路平面状态有关。为确保行车的安全,对钢轨要定期探伤。
减缓钢轨接触疲劳伤损的措施有:净化轨钢,控制杂物的形态;采用淬火钢轨,发展优质重轨,改进轨钢力学性质;改革旧轨再用制度,合理使用钢轨;钢轨打磨;按轨钢材质分类铺轨等。
因产品生产批次、具体型号不同,图片仅供参考,详情可联系我们的销售人员进行具体核实。
卓力工矿是国内知名钢轨生产厂家,有丰富的经验为客户提供高品质的钢轨及完善的售后服务,如果您想了解最新钢轨价格或者更详细信息,欢迎拨打服务热线:![]() 13280082001 18605374511.或者联系在线客服:
13280082001 18605374511.或者联系在线客服: 点击这里、立刻咨询;我们携程为您服务!
点击这里、立刻咨询;我们携程为您服务!
常见问题:钢轨发货时间? 钢轨售后保障? 钢轨订货需要提供什么信息?
产品标签:钢轨|
起重钢轨|钢轨价格|钢轨生产厂家
|
